
Zhongdi ZD-99 താപനില ക്രമീകരിക്കാവുന്ന സോൾഡർ ചെറിയ കോംപാക്റ്റ് 48W 58W 150-520℃, മൈക്ക ഹീറ്റർ ഉയർന്ന നിലവാരമുള്ള നുറുങ്ങുകൾ

ഫീച്ചറുകൾ:
അടിസ്ഥാന പ്രവർത്തനങ്ങളുള്ള ഹോബികൾക്ക് അനുയോജ്യം.
•പവർ ഇൻഡിക്കേറ്റർ ഉള്ള ഓൺ/ഓഫ് സ്വിച്ച്.
•ഉയർന്ന നിലവാരമുള്ളതും നേരിയ പെൻസിൽ ആകൃതിയിലുള്ളതുമായ ഇരുമ്പ്.
മാറ്റിസ്ഥാപിക്കാവുന്ന ഹീറ്റിംഗ് എലമെന്റ് ഉള്ള കുഷ്യൻ ഫോം ഗ്രിപ്പ്.
•ഉയർന്ന നിലവാരമുള്ള സോൾഡറിംഗ് ഇരുമ്പ് ടിപ്പ്, ഇരുമ്പ് ഹോൾഡർ, നുറുങ്ങ് വൃത്തിയാക്കുന്നതിനുള്ള ഒരു സ്പോഞ്ച് എന്നിവ ഉൾപ്പെടുന്നു.
•ഹീറ്റർ: മൈക്ക, 150°C – 480°C (48W), 150°C -520°C(58W)
ഒരു നോബ് ഉപയോഗിച്ച് താപനില നിയന്ത്രണം
സ്പെസിഫിക്കേഷനുകൾ
| കോഡ് | വോൾട്ടേജ് | ശക്തി | സ്പെയർ ഇരുമ്പ് | സ്പെയർ ഹീറ്റർ | നുറുങ്ങുകൾ |
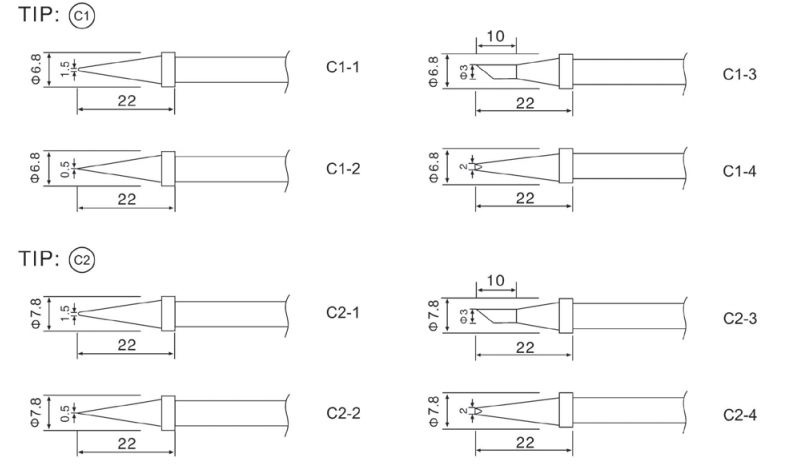
| 89-9231 | 110-130V | 48W | 88-203എ | 78-203എ | C1 ഉയർന്ന നിലവാരം |
| 89-9232 | 220-240V | 48W | 88-203ബി | 78-203 ബി | |
| 89-9233 | 110-130V | 58W | 88-203 സി | 78-203 സി | C2 ഉയർന്ന നിലവാരം |
| 89-9234 | 220-240V | 58W | 88-203D | 78-203D |
ഓപ്പറേഷൻ
•സോളിഡിംഗ് സ്റ്റേഷൻ അൺപാക്ക് ചെയ്ത് എല്ലാ ഭാഗങ്ങളും പരിശോധിക്കുക.കേടായ ഭാഗങ്ങൾ പ്രവർത്തനക്ഷമമാക്കാൻ പാടില്ല.
•സോളിഡിംഗ് സ്റ്റേഷനിൽ സോളിഡിംഗ് ഇരുമ്പിനുള്ള ഹോൾഡിംഗ് റാക്ക് വശത്തേക്ക് വയ്ക്കുക, സ്പോഞ്ച് റാക്കിലെ ക്ലീനിംഗ് സ്പോഞ്ച് വെള്ളത്തിൽ നനയ്ക്കുക.
•സോളിഡിംഗ് ഇരുമ്പ് ഹോൾഡിംഗ് റാക്കിൽ ഇടുക
•സോളിഡിംഗ് സ്റ്റേഷൻ കട്ടിയുള്ളതും വരണ്ടതുമായ പ്രതലത്തിൽ സ്ഥാപിക്കുക.
•മെയിൻസ് പ്ലഗ് ഒരു സോക്കറ്റിലേക്ക് ബന്ധിപ്പിച്ച് പവർ സ്വിച്ച് (I=ON/0=OFF) ഉപയോഗിച്ച് സോൾഡറിംഗ് സ്റ്റേഷൻ ഓണാക്കുക. ഓണാക്കുമ്പോൾ, പവർ സ്വിച്ച് കത്തിക്കുന്നു.
•സോളിഡിംഗ് ഇരുമ്പ് ചൂടാകുമ്പോഴോ സോൾഡറിംഗിന്റെ ഇടവേളകളിലോ ഹോൾഡിംഗ് റാക്കിൽ എപ്പോഴും വയ്ക്കുക.
•സോളിഡിംഗിനുള്ള വർക്ക് ബെഞ്ച് വൃത്തിയുള്ളതാണെന്ന് ഉറപ്പാക്കുക
•ഇലക്ട്രോണിക് ഉപകരണങ്ങൾക്കായി സോൾഡർ മാത്രം ഉപയോഗിക്കുക.അസിഡിക് സോൾഡർ സോളിഡിംഗ് ടിപ്പിനെയോ വർക്ക്പീസിനെയോ കേടുവരുത്തും
•അഡ്ജസ്റ്റ് ചെയ്യുന്ന നോബ് ഉപയോഗിച്ച് സോളിഡിംഗ് ഇരുമ്പിന്റെ ആവശ്യമുള്ള താപനില നിയന്ത്രിക്കുക.
•വർണ്ണ-കോഡുള്ള പ്രദേശങ്ങൾ ഇനിപ്പറയുന്ന താപനിലകൾക്ക് തുല്യമാണ്:
•മഞ്ഞ≥160℃
ഇളം ഓറഞ്ച് 180℃ മുതൽ 350℃ വരെ
•ഡീപ് ഓറഞ്ച് 350℃ മുതൽ 450℃ വരെ
•ചുവപ്പ്≥550℃
•ഇടവേളകളിൽ താപനില കുറയ്ക്കുക, ഇത് ഊർജ്ജം ലാഭിക്കുകയും സോളിഡിംഗ് ടിപ്പിന്റെ ഈട് വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു.
•സോളിഡിംഗ് ടിപ്പ് ക്രമീകരണ താപനിലയിൽ എത്തുന്നതുവരെ ഏകദേശം 10 മിനിറ്റ് കാത്തിരിക്കുക, സോൾഡറിംഗ് ടിപ്പിൽ സോൾഡർ ഉപയോഗിച്ച് സ്പർശിച്ച് താപനില പരിശോധിക്കുക.സോൾഡർ എളുപ്പത്തിൽ ഉരുകുകയാണെങ്കിൽ, നിങ്ങൾക്ക് സോളിഡിംഗ് ആരംഭിക്കാം.
ചൂടുള്ള സോൾഡറിംഗ് ടിപ്പ് സോൾഡർ ഉപയോഗിച്ച് ടിൻ ചെയ്യുക;നനഞ്ഞ ക്ലീനിംഗ് സ്പോഞ്ചിലെ അമിതമായ സോൾഡർ തുടയ്ക്കുക.
സോൾഡറിംഗ് ടിപ്പ് ഉപയോഗിച്ച് സോൾഡർ ചെയ്യേണ്ട ഭാഗം ചൂടാക്കി സോൾഡർ ചേർക്കുക.
ചൂടുള്ള സോൾഡർ തണുക്കാൻ കാത്തിരിക്കുക.
•ഓരോ സോൾഡറിങ്ങിന് ശേഷവും നനഞ്ഞ സ്പോഞ്ചിൽ സോളിഡിംഗ് ടിപ്പ് വൃത്തിയാക്കുക
•സോളിഡിംഗ് പൂർത്തിയാക്കിയ ശേഷം, സോൾഡറിംഗ് ഇരുമ്പ് റാക്കിൽ തിരികെ വയ്ക്കുക, മെയിൻ സ്വിച്ചിലെ സോൾഡറിംഗ് സ്റ്റേഷൻ ഓഫ് ചെയ്യുക.
•സോളിഡിംഗ് ടിപ്പ് ഫയൽ ചെയ്യരുത്, അല്ലെങ്കിൽ അത് കേടാകും.
•ചൂടുള്ള സോൾഡറിംഗ് ടിപ്പിൽ ഒരിക്കലും തൊടരുത്.
•ഉപയോഗത്തിന് ശേഷം സോളിഡിംഗ് ഇരുമ്പ് തണുക്കാൻ അനുവദിക്കുക.
•സോളിഡിംഗ് ഇരുമ്പ് വെള്ളത്തിൽ മുക്കരുത്
•ഇടവേളകളിൽ, സോളിഡിംഗ് ഇരുമ്പ് ഹോൾഡിംഗ് റാക്കിൽ വയ്ക്കണം.
| പാക്കേജ് | ക്യൂട്ടി/കാർട്ടൺ | കാർട്ടൺ വലിപ്പം | NW | GW |
| സമ്മാന പെട്ടി | 10pcs | 50.5*25.5*34.5സെ.മീ | 7.5 കിലോ | 8.5 കിലോ |
ഉൽപ്പന്ന വിഭാഗങ്ങൾ
-

Zhongdi ZD-208 ബ്ലൂ സക്കിംഗ് വാക്വം ഡിസോൾഡറിംഗ് ...
-

സോളിനൊപ്പം Zhongdi ZD-8917B 140W(പരമാവധി 200W) സോൾഡർ...
-

Zhongdi ZD-507F ദ്രുത ഹീറ്റ്-അപ്പ് സോൾഡറിംഗ് ഗൺ സെറ്റ്
-
Zhongdi ZD-8915 Desoldering Station 90W വേരിയബിൾ...
-

Zhongdi ZD-987 സോൾഡർ പെൻസിലും ഡിസോൾഡർ ഗൺ സി...
-

Zhogndi ZD-8912 250W LCD ഡിസ്പ്ലേ SMD ഹോട്ട് എയർ റീ...





